
Sommaire
- Frontière Part I/ Part II des BPF : Modalités d’application aux produits biologiques
- Moving One Unit Operation At a Time Toward Continuous Biomanufacturing
- « Close Collaboration Maximizes Value of Engineered Solutions and Saves Time in Start-Up »
- Improving Single Use Bioreactor Design and Process Development. New Research Towards Intensifying Seed- Train & Scale-up Methods Using 5:1 Turn- Down
- Qualification approach for the validation of real-word shipping in single-use systems
- Expansion of Human Bone Marrow-Derived Mesenchymal Stem Cells in BioBLU 0.3c Single-Use Bioreactors
- Single Use & Stainless Steel: complementarity or fight?
- Low Endotoxin Recovery (LER) is today one of authorities serious concerns regarding pyrogen testing
Immense pressure is being applied to improve process knowledge and execution for those working in the field of bio-therapeutic manufacturing. Bioprocess developers are being tasked to provide more product yield at lower production cost, to decrease the time required to bring new therapies to the patient, and to consistently manage operational risks.

These trends are leading to increased focus on three key areas of advancement – continous manufacturing, intensification of the bioprocess unit operations, and increased utilization of single-use technologies.
For animal cell culture processes, the reliance upon a bioreactor as the heart of the upstream operations has necessitated the improvement of these unit operations.
Bioreactor cultures are time and cost-intensive operations, they are also inherently susceptible to contamination or control failures. One method of mitigating the inherent risk of contamination within bioreactor cultures is through the application of Single-Use Bioreactors (SUBs). SUBs have existed in various forms for well over a decade, but it was not until the emergence of Stirred Tank Reactor (STR) with robust film construction, powerful agitation, and reliable in-process analytics did SUBs become a scalable solution. Combining these benefits with significant gains in media and clone productivity has solidified the SUB as a practical alternative for full-scale commercial manufacturing. Significant changes in SUB design have occurred since 2006 when the original 50L and 250L HyClone SUBs were first brought to market; there are multiple manufacturers now offering highly capable SUBs with terminal operating volumes at or exceeding 2000L.
This trend has reduced the demand for the large stainless steel bioreactor and the burgeoning facility built around expansive water, steam, and cleaning equipment. Recently, the demand for both improved timeline and economics has driven experts in the field of bioprocessing to deviate from traditional scaling approaches. This new trend leverages smaller, more modular facilities and parallelization of 6 X 2000L SUBs in place of single 10-15kL stainless steel bioreactors.
In addition to this change, two approaches can be employed to potentially intensify process focus. The first method incorporates a perfusion device to concentrate productivity into a smaller vessel. Typically an alternating tangential flow filter or standard tangential flow filter are employed on a SUB. One method is to create higher density starting cultures; reducing the time that larger bioreactor is dedicated to producing a single batch. The second method, true perfusion, involves holding the bioreactor near a desired steady state of cell density by managing media exchange, waste removal, and cell bleed volumes in such a way that the cell mass is both well managed in terms of critical process control parameters. The culture is intentionally manipulated to focus on production of the molecule of interest instead of just cell propagation.
Aside from perfusion, the second significant area of focus in bioprocess development is the intensification of the seed train and scale-up operations. Operating bioreactor vessels at low working volumes (high turn-down ratio) is desirable for certain application; however, this mode presents challenges in regard to mixing, mass transfer, and process control. Standard Operating Procedures regarding cell propagation have a common criterion which is often independent of the media type or a particular clone of interest. The requirement is a minimum seed cell density of ~250,000 cells per mL; this often dictates how many reactors vessels are required to reach the “n” or production mode bioreactor. To this end, years of research at Thermo Fisher Scientific have culminated towards optimizing cell culture equipment and methods to improve performance and produce robust process control strategies when operating under these special conditions which we call 5:1 SUB.
Impacts of enhanced energy transfer – Implementing bottom heat exchange, alternate impeller positions, and considering agitation dissipation rates.
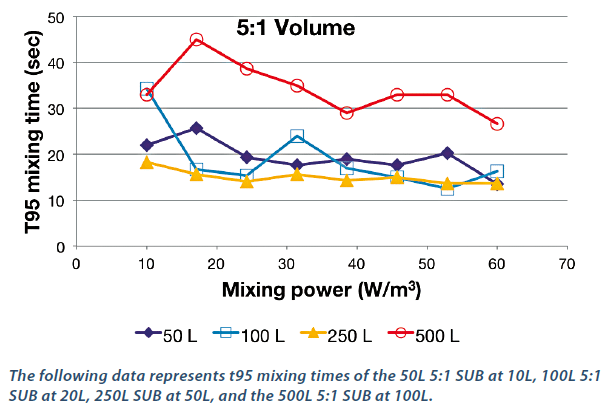
In order to achieve consistent results and maintain scalability for cell expansion, it is important to ensure proper mixing within the vessel. This requires that the impeller be well immersed in fluid and the use of the agitator should result in an acceptable mixing time, providing an even distribution of cells and nutrients while minimizing process gradients and localized mixing shear. Selecting an agitator RPM based upon power input to volume (P/V) is the most broadly accepted approach for suspension scale-up and has proven effective for scaling in the SUB. When the vessel volume is at 20% of the rated working volume, it is important to note that the volume of agitation is proportionally much larger; therefore, the average energy dissipation rate is much higher in the 5:1 scenario. Additionally, positioning of the heat exchanger and sensors (RTDs, pH, dO2) in the bottom of the vessel should be considered mandatory in order to regulate batch temperature and other process values. The weight of the bag will be almost entirely on the vessel floor when the bioprocess container is in the under-filled state, allowing for direct contact with the bottom-mounted heat exchanger.
Maximizing your platform scalability- Taking advantage of the unique Thermo Fisher Scientific Drilled Hole Sparge design and implementing a new Cross Flow Sparge into the headspace have yielded reliable mass transfer and cell culture results.
Traditional STR impeller and sparge designs are derived from legacy systems containing stainless steel fabrication and employed in microbial fermentation. Even glass vessels commonly used at bench scale include spargers constructed from stainless steel. Because the future trend in bioprocessing is directed towards the incorporation of bioreactor parts made from disposable materials, there is interest that critical process components, such as spargers, be preferentially constructed of polymers. There are several parameters that must be examined when modeling and interpreting mass transfer data for cell culture. Thermo Fisher has published our protocols in an effort to drive standardization of kLa characterization. We advocate with our customers in being able to accurately compare variables across different bioreactor designs and configurations, which is critical for improving knowledge and best practices. We have identified the following variables as being significant to system design and influencing characterization results.
A robust protocol should determine the ratio of oxygen to carbon dioxide mass transfer and include the critical parameters.
Methods: probe response time, ambient temperature and pressure compensation, replicates n≥3, randomization, and numerical analysis).
Materials: matching media properties (ions, surfactants, and viscosity), surface energies of spargers (polymers interact differently than metal), kinetics and turbulence at point of bubble entry, bubble size and distribution effects due to impeller speed/position.
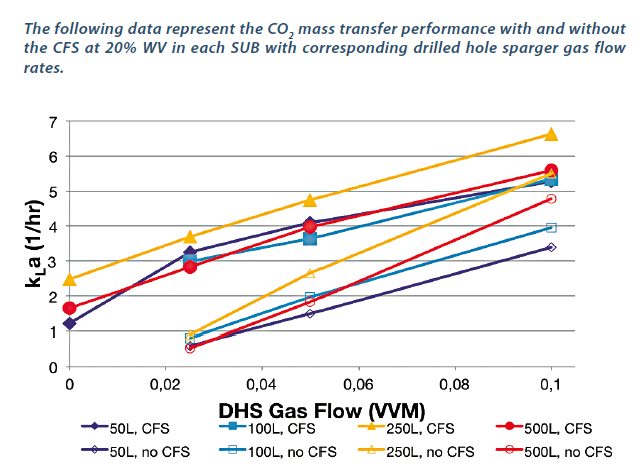
A unique feature of the Hyperforma SUB is the use of two highly characterized and best-in-class sparge technologies. First, the Cross Flow Sparge (CFS) is particular to the 5:1 SUB and is a solution to hindered cell culture growth under normal direct sparge and overlay conditions. It was discovered that a lack of process robustness occurred even when pH and dissolved oxygen levels were within specification at their respective points of measurement. The root cause of this reduced cell growth was identified by the presence of a carbon dioxide layer above the liquid. Because this gas is nearly 50% heavier than air, a blanket of CO2 was generated that could not be eliminated the traditional overlay. The solution to removing this CO2 layer required the incorporation of a gas line set with sterile gas filter and check valve onto the BPC, positioned within 12 inches above the liquid surface. At start-up, the operator connects the overlay gas supply line to this lower port on the bag (it remains there while at ~20% WV).
Once the culture is ready to expand to 50% working volume, the operator simply moves the gas supply line to the normal overlay location at the top of the SUB-BPC.
The second sparge technology, the Drilled Hole Sparge (DHS), is unique in that it is the first sparge mechanism that supports STR scale-up via ratio-metric mass transfer characterization. The DHS design was optimized through detailed investigation of bubble theory with analysis of each SUB based upon media type, column height, and agitator interaction. The final design incorporates precision laser fabrication of a film disk with each pore of the sparger having a consistent pore size within a few microns. The pore size and corresponding bubble size (bubble surface area) were matched to the composite residence time or column height of the vessel. The number of holes in each vessel is also scaled to gas entrance velocity (GEV), yielding conservative cell shear levels at 0.1 vessel volumes per minute (VVM). This approach eliminates turbulence and unintended coalesce that is inherent with traditional sparger scale-up.
The resulting performance of the DHS falls between dual sparge configurations (less oxygen kLa than a frit/microsparge and more carbon dioxide kLa “stripping” than an open pipe or traditional 1mm Drilled Hole Spargers). Unlike traditional spargers, the DHS produces sufficient CO2 stripping at all flow rates. Additionally, it also provides uniquely linear mass transfer performance across all scales of SUB. Of particular note, application studies thus far show that cell culture systems can be operated robustly with pure oxygen as the primary gas without a frit – producing lesser amounts of stable foam at all scales while providing adequate dCO2 stripping even at the challenging 2000L scale.
Improving bioprocess production – How new technology and methods improves equipment utilization, scheduling efficiency, inventory logistics, and reactor harvest consistency
Intensified processing such as intra-vessel cell expansion via a 5:1 SUB offers huge potential for reducing process risk, reducing scale-up time times, lowering operating costs, and increasing facility throughput. Furthermore, the need for fewer vessels will also reduce inventory of consumables and spare parts. This will drive better standardization and streamline activities related to inventory, quality, and procurement efforts. Energy and risk previously put into preparing extra reactors, making sterile connections, process calibrations, and samplings can all be significantly reduced, allowing operators to invest time towards value added activities. From the process systems standpoint, a robust 5:1 SUB platform will reduce the required floor space for cell culture. In practice, this may double the production capacity of a given suite, which can be a huge paradigm shift in terms of facility utilization. The industry has not likely seen these magnitude of gains since SUBs first began to displace conventional vessels and SIP/CIP skids.
When the cell culture process is ready to be terminated, it is critical that the clarification and harvest step be well executed to not jeopardize the quality of the final product. It is common for large 1-2kL SUBs to consume an 8 hour labor shift during the harvest via centrifuge or DFF systems. The ability to keep the process well mixed down below the 50% working volume helps to reduce plug flow and maximum available separation capacity/investment, and has the potential to reduce product hold-up, improving the overall process yield.
Operating at 5:1 Turn Down with the new 50L, 100L, 250L, and 500L Hyperforma SUB – seed train and pilot scale pre-clinical operating considerations, design features, process characterization, and fed-batch cell culture performance results.
One primary goal of this development was to increase availability of 5:1 technology for end users. Therefore, we wanted to offer a retrofit option to a majority of existing SUB vessels. The existing Hyperforma vessels can be fitted with a conversion kit that includes a longer shaft and modified motor mount block. The new 5:1 SUB BPC has a longer impeller sheath for the agitator. The resulting product offers an increased breadth of operational range and the potential for slightly better kLa due in part to better bubble distribution with a negligible difference in mixing performance. The 50L will likely be the most popular size because it can be seeded at 10L directly from a single incubator flask, eliminating up to 2 seed train vessels. It also provides enough capacity to seed a 2000L SUB 5:1 initiating at 400L.
Operating at 5:1 Turn Down with the new 1000L and 2000L Hyperforma SUB – cGMP operating considerations, design features, process characterization, and fed-batch cell culture performance results.
Our other primary goal was to bring the 5:1 SUB functionality and productivity enhancements into a rigorous cGMP regulated bio-manufacturing environment. Based upon customer feedback and in consideration of the significant SUB installation base already using the legacy SUB platform, we realized the design might need to offer more options. The final concept supports both legacy and 5:1 agitator configurations. This was achieved by capitalizing on the flexibility of the bag whereby a mechanical actuator provides a simple and repeatable method for moving the entire agitator mechanism with the bag (both motor and agitator assembly). This approach provides a more optimal system based upon the following scenario:
1. move agitator down for 5:1 (seeding at 20% WV),
2. move the agitator up (full scale cultivation)
3. later to lower the agitator down at the end of the run (enhance harvest uniformity).
Conclusion
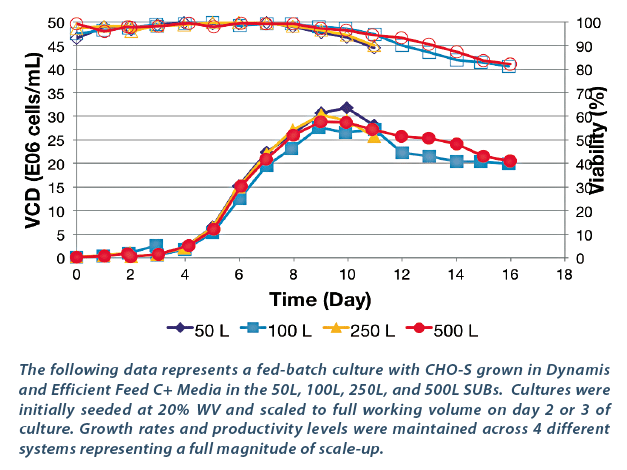
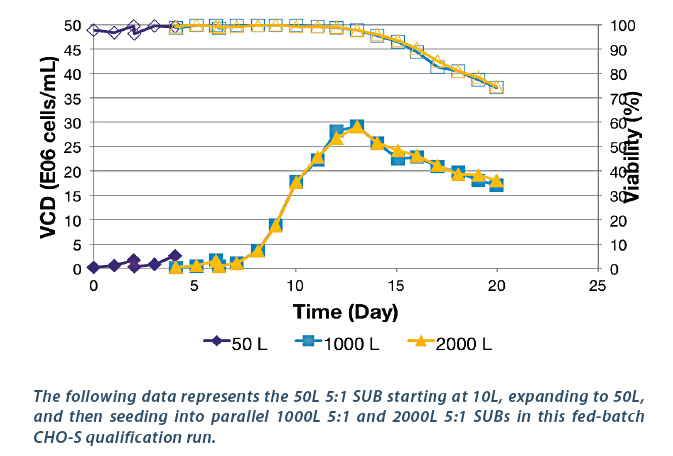
All the SUBs were originally qualified with conventional batch culture processes. In recent years, we have seen the vast majority of customers transition to include fed-batch and perfusion processes. Moving to a more aggressive process has been challenging for some bioreactors that utilize single impellers. The strength of the Hyperforma design is that it is a direct drive impeller suspended up to 1 impeller diameter off the vessel floor. This provides good mixing distribution at full working volume and the necessary torque capacity for fed-batch or perfusion, yielding sufficient mass transfer when combined with the DHS. At large scale (>500L) having the ability to reposition the agitator or utilize multiple impellers becomes a significant process advantage. The 5:1 design with the single impeller approach allows for simplified feed strategies as the operators do not have to be concerned about partial liquid coverage of the impeller which can lead to excessive splashing or high shear conditions impacting cell culture health. The data presented here demonstrates the scale-up capacity and flexibility of 5:1 SUB platform. End users are clearly excited about the capacity improvements that new technologies are enabling through reduction of manual intervention, complexity, operating costs, and process risk in bioproduction suites.

