


Sommaire
- La vérification métrologique des compteurs de particules aériens : réaliser un banc de test qui permet de mesurer l'efficacité de comptage selon ISO 21501-4.
- De l'importance du suivi des paramètres de l'eau traitée entrante dans le producteur pour la fabrication des eaux à usage pharmaceutique.
- Nouvelles technologies pour la mesure de débit des procédés biopharmaceutiques à usage unique.
- L'étalonnage de sondes embarquées.
- Cleaning and disinfection - A one or a two steps process or scientifically justified ?
- Updated regulations on FDA acceptance of medical device clinical data in effect soon.
L’utilisation de sondes embarquées s’est démocratisée sur les dernières années ; leur étalonnage n’est pas décrit et encadré par des normes surtout pour une utilisation de validation thermique. Leur large plage d’utilisation permet une utilisation dans des environnements extrêmes :

- Stérilisateurs vapeur (haute température et pression).
- Les enceintes climatiques (basse température et pression atmosphérique).
- Les fours/tunnels de dépyrogénation (haute température)
- Stérilisation en place (SEP/SIP)
- Process de cuisson.
- Cryo conservation, lyophilisateurs
Leur taille, leur facilité d’utilisation, le gain de temps à la mise en œuvre donnent aux sondes embarquées une flexibilité inégalée afin de répondre aux demandes de suivi de température dans l’ensemble des industries.
Particulièrement utilisées dans l’industrie agroalimentaire à ses débuts, elles deviennent incontournables depuis plus de 15 ans dans le secteur pharmaceutique et biotech.
1. Un peu d’histoire…
Afin de qualifier les équipements de production les solutions qui s’offraient à nous étaient peu nombreuses. L’utilisation de centrale d’acquisition filaire était largement répandue. Cette technologie offrait et offre toujours des avantages en termes de plage d’utilisation, d’interchangeabilité des éléments sensibles de mesure (thermocouples) et de fiabilité sur le long terme. Cependant la mise en œuvre est laborieuse. Les normes quant à elles apportaient leur lot de recommandations avec l’étalonnage et ajustage avant étude (communément appelé Pré-Qual) et l’étalonnage après l’acquisition réalisée (Post –Qual). Cela permet d’encadrer métrologiquement l’état des sondes avant et après l’essai et de statuer sur l’état métrologique de la chaine de mesure et de déterminer la conformité de l’équipement contrôlé.
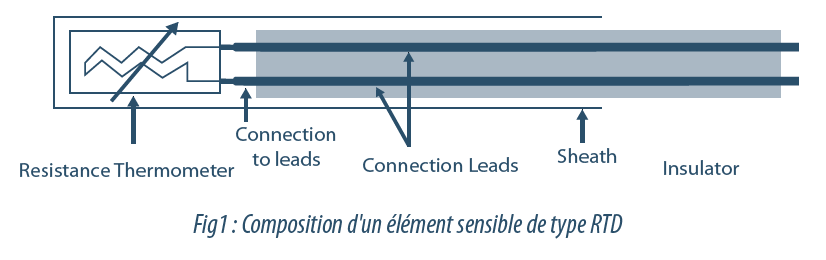
L’Industrie a recours à l’utilisation d’éléments sensibles de type RTD (Resistance Temperature Detectors) ou PRT (Platinium Resistance Thermometer), plus connu sous les abréviations PT-100, PT-1000, pour les applications fixes, telles que les systèmes de régulation ou le suivi des procédés en ligne. Ces éléments sensibles de mesure ont pour réputation d’être plus précis et de moins dériver en comparaison avec un thermocouple.
Mais qu’en est-il lorsque que la RTD devient embarquée …
2. La technologie RTD (PT-100, PT-1000)
Les RTD fonctionnent sur le principe des variations de résistance électrique des métaux purs et se caractérisent par une modification positive linéaire de la résistance en fonction de la température. Concrètement, une fois chauffée, la résistance du métal augmente et inversement une fois refroidie, elle diminue. Les éléments types utilisés pour les RTD incluent le nickel (Ni) et le cuivre (Cu) mais le platine (Pt) est de loin le plus courant, en raison de l’étendue de sa gamme de température, de sa précision et de sa stabilité.
Faire passer le courant à travers une sonde RTD génère une tension à travers la sonde RTD. En mesurant cette tension, vous pouvez déterminer sa résistance et ainsi sa température. En outre, parce qu’elles nécessitent une excitation en courant, elles sont sujettes à une élévation de température (Auto-échauffement).
Populaires pour leur stabilité, les RTD présentent le signal le plus linéaire de tous les capteurs électroniques en matière de température. Toutefois, ils coûtent généralement plus chers que leurs équivalents à cause de leur construction plus délicate et le recours au platine. Les RTD se caractérisent aussi par un temps de réponse lent, une faible sensibilité et une fragilité aux chocs physiques et à l’humidité.
3. Pratiques répandues pour le suivi métrologique des sondes embarquées
Avec l’essor de cette technologie, il a été mis en évidence différentes approches quant au suivi métrologie des sondes :
Méthode 1. Approche la plus commune. L’utilisateur ne réalise aucun contrôle métrologique des sondes pendant l’année et retourne les sondes pour étalonnage annuel dans un laboratoire d’étalonnage accrédité ou non.
Méthode 2. Approche en croissance. L’utilisateur réalise des étalonnages de ses sondes en interne ou via un labo à des fréquences plus importantes (4 fois par an par exemple) – suivant son niveau d’utilisation.
Méthode 3. Approche historique. L’utilisateur réalise un étalonnage avant et après chaque étude/campagne de mesure. Méthode pratiquée à l’origine avec la technologie filaire (thermocouples).
Chaque méthode possède ses avantages et inconvénients. Afin de déterminer la méthode adéquate à l’utilisation, différents critères rentrent en jeu :
- Criticité des applications.
- EMT (Erreur maximum tolérée) applicables aux applications.
- Traçabilité métrologique.
- Fréquence d’utilisation.
- Ressource métrologique disponibles en interne.
- Nombre d’utilisateurs et turnover.
- Coût.
Pour choisir la bonne méthode, il faut se poser les bonnes questions afin de déterminer avec une analyse de risques l’impact que pourrait avoir une sonde embarquée non conforme métrologiquement.
Exemple d’évaluation des risques sur une application concrète (sterilisateur vapeur) avec la méthode 1 (vérification métrologique annuelle uniquement) ci-dessous :
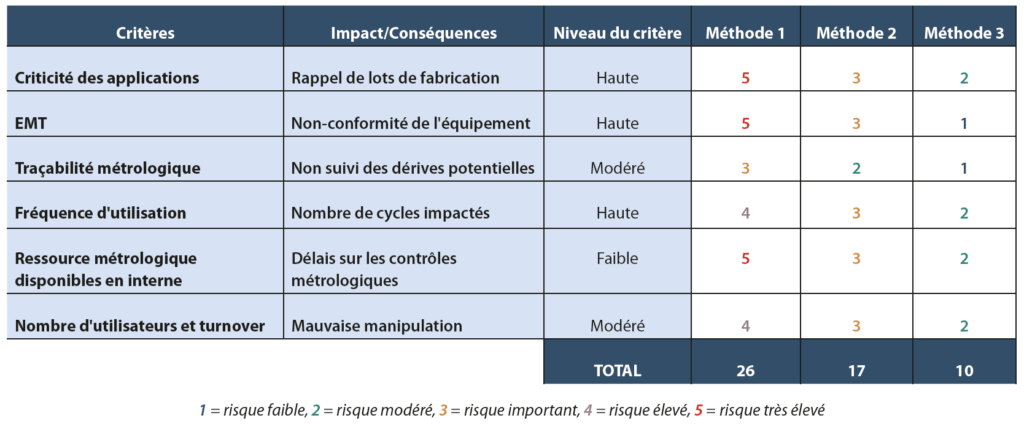
Sans aucune surprise, il est clairement mis en évidence dans cet exemple que la méthode 1 (score 26) possède plusieurs facteurs de risques élevés.
Exemple d’une sonde embarquée envoyée en étalonnage et montrant une dérive importante +0,5°C.
Criticité des applications = remise en question de l’ensemble des mesures réalisées avec cette sonde sur chaque étude/qualification d’équipement. Une dérive de +0,5°C peut rendre non conforme plusieurs des cycles. La difficulté est d’évaluer à quel moment la sonde à dérivé, et en l’absence de vérification métrologique sur l’ensemble de l’année, la remise en cause est sur l’ensemble de l’année écoulée. Cela peut avoir comme impact un rappel de lots post production
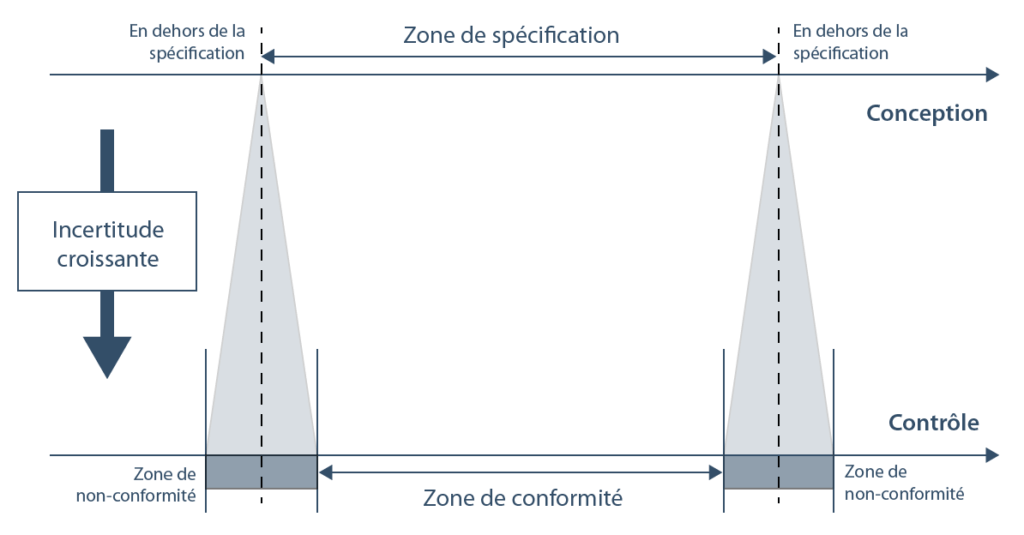
EMT = comme l’EMT pour un stérilisateur suivant les procédures est aux alentours de +/-1°C, il en résulte que la dérive ne permet pas de maintenir un facteur de 3 entre l’EMT de l’équipement et l’incertitude de la sonde. Impact identique à la criticité de l’application. Comme le montre l’illustration ci-dessous, plus les sondes dérivent plus la zone de conformité se réduit et le risque de non-conformité est plus important.
L’utilisation de sondes embarquées nécessite certaines précautions en raison de leur sensibilité aux chocs mécaniques, à l’humidité et dans une moindre mesure aux chocs thermiques. Il est important d’avoir un niveau de formation promulgué par le fournisseur afin de réduire les risques associés à la manipulation des opérateurs.
3.1 Méthode d’étalonnage de sondes embarquées
Méthode 1
Dans le cadre d’un suivi métrologique annuel auprès d’un laboratoire accrédité ou non, il est recommandé de vérifier que les méthodes et moyens d’étalonnage sont en adéquation avec le matériel. Il faudra principalement vérifier que :
- Le niveau d’incertitude du laboratoire d’étalonnage est en adéquation avec le niveau d’incertitude des sondes avec un facteur minimum de x3. Faire appel à un laboratoire accrédité ISO-17025 permet d’avoir des méthodes validées et auditées par des organismes compétents.
- Leur procédure d’étalonnage est conforme aux recommandations du fabricant.
- Privilégier un étalonnage avec ajustage afin d’éviter à calculer par vous-mêmes l’impact des dérives sur l’année à venir.
Méthode 2
Dans le cadre d’un suivi métrologique plus fréquent réalisé par un laboratoire externe, il est toujours nécessaire d’appliquer les mêmes recommandations données dans la méthode 1.
Il est maintenant possible de le réaliser en interne. Différentes technologies permettent d’étalonner les sondes avec un niveau d’incertitude adéquate sur site (à condition de bien sélectionner ses moyens d’étalonnage). Pour cela il convient :
- De définir une fréquence d’étalonnage adéquate. Celle-ci doit correspondre à l’intensité d’utilisation du matériel sur site.
- L’analyse des écarts entre deux étalonnages permettra par la suite de décider de maintenir ou d’espacer cette fréquence.
Exemple.
Un nouvel utilisateur de sondes embarquées, devra réaliser des étalonnages après 3 essais consécutifs et espacer progressivement cet intervalle afin de créer un historique et réaliser une analyse de risque sur la périodicité d’étalonnage. Cette approche permettra d’avoir des éléments dans le cadre d’audit interne ou externe pour justifier l’approche métrologique.
Méthode 3
Diffère principalement de la méthode 2 par la fréquence plus importante et constante des étalonnages.
4. Moyens d’étalonnage
4.1 Le générateur de température
La sonde “embarquée” porte bien son nom, elle est introduite à l’intérieur de l’application. Concrètement l’élément de mesure de type PT ainsi que l’électronique sont à la même température.
Afin de réaliser un étalonnage de sonde embarquée, il est recommandé d’étalonner la sonde dans les mêmes conditions d’utilisation, c’est-à-dire électronique et élément de mesure soumis à la même température.
Ceci implique des moyens métrologiques spécifiques. L’utilisation de bains d’étalonnage est à privilégier dans le cas ou plusieurs sondes doivent être étalonnées dans un même environnement et permettant un niveau d’homogénéité et de stabilité inégalables.

Cette solution offre l’avantage d’étalonner plusieurs sondes à la fois et via un logiciel approprié, il permettra de réaliser cela en mode automatique (pilotage du bain, acquisition de données de la sonde étalon de température et génération de certificat d’étalonnage).
Les inconvénients à l’utilisation du bain sont :
- inertie dans la montée ou la descente en température (en fonction du volume et de la nature du fluide caloporteur),
- nettoyage des sondes indispensable du fait de la présence d’huile,
- huile à renouveler,
- suivi des règles EHS (SDS – Safety Data Sheet des huiles).
Une alternative est d’utiliser un four d’étalonnage. Cette technologie permet d’avoir un équipement portatif, plus flexible à condition d’utiliser des sondes embarquées avec une longueur de câble suffisant pour atteindre le fond du puit de l’insert. Le four n’est pas adapté à des sondes à tiges courtes.
 | L’utilisation d’un four peut engendrer des incertitudes de mesure complémentaires dont il faudra tenir compte du fait d’avoir un élément de mesure à température d’étalonnage et une électronique à température ambiante. Dans ce cas, il faudra évaluer l’effet de la température sur l’électronique. Il y a toujours un effet de la température sur l’électronique et cela peut être source d’incertitudes. Il est recommandé d’avoir une approche comparative en évaluant l’écart observé entre un étalonnage avec sonde immergée et élément sensible immergé uniquement. Le fournisseur est en mesure de donner une estimation de l’impact de la température sur l’électronique qui va s’exprimer en +/-0,001°C/°C par exemple. |
Exemple : si l’écart entre la température d’étalonnage de l’élément sensible et la température ambiante est de 50°C – l’impact sera alors de 0,05°C sur les mesures.
4.2 La sonde étalon de température
 | L’élément le plus critique lors d’étalonnage est la sonde étalon qui sera utilisée afin de comparer ses valeurs à celles des sondes embarquées. Il est indispensable d’utiliser une sonde suffisamment précise et étalonnée par un laboratoire accrédité. Le niveau d’incertitude de la sonde étalon doit être au minimum 3 fois inférieur à celui de vos sondes embarquées. Avec un logiciel adapté, il est possible de réaliser les étalonnages de sondes embarquées en mode raccordé COFRAC ou équivalent sur site. Cette méthode permet avec un investissement initial modéré (Bain/Four/Sonde étalon) de ne plus recourir à la prestation d’étalonnage par un laboratoire externe, et d’avoir la maitrise métrologique des sondes embarquées en interne et le contrôle des coûts. |
4.3 Autres grandeurs physiques
L’ensemble des préconisations, des solutions et méthodes peuvent aussi s’appliquer à la pression, à l’humidité relative, le CO2, l’H202 entre autres.
 | Pression Exemple : le stérilisateur vapeur pour lequel l’étude combinée de la température et de la pression permet de savoir si les conditions pour obtenir une vapeur saturée sont réunies. |
Humidité Relative
En ce qui concerne l’humidité relative, l’étalonnage sur site implique des contraintes en termes de budget et de formation (Générateur d’humidité relative, Etalon d’hygrométrie -Hygromètre à miroir).

Dans le cas où le nombre de sondes d’humidité relative est conséquent et/ou la fréquence d’étalonnage élevée, il peut être alors judicieux de réaliser un tel investissement en personnel et en moyens. Dans le cas contraire, il est recommandé d’externaliser ce type d’étalonnage dans un laboratoire accrédité avec un niveau d’incertitude suffisant.
La sonde embarquée est montrée comme la solution permettant un gain de temps considérable lors de sa mise en œuvre sur les processus à contrôler, mais il est nécessaire à l’étalonnage de ne pas minimaliser le temps. Les risques de dérive et la maintenance liés aux facteurs d’utilisations sont plus importants qu’il n’y parait.
Il est important d’établir une méthode correspondante aux habitudes et d’avoir un niveau de formation important et régulier afin d’optimiser la durabilité des sondes et des conformités métrologiques année après année .
Partager l’article


Joel DA SILVA – KAYE
à l’industrie Pharmaceutique, Biotech, Médical et Cosmétique. Il est également formateur sur la caractérisation des enceintes climatiques et thermostatiques et sur les procédés de mesure en température et humidité.
joel.dasilva@amphenol-sensors.com
Bibliographie
Norme ISO 14253-Part 1, Zone de spécification et zone de conformité
