
Sommaire
- La nouvelle réglementation européenne 2017/745 sur les dispositifs médicaux, les principaux points à retenir
- Optimisez et pérennisez vos investissements industriels
- Quels sont les enjeux d'une défauthèque de mirage ?
- Automatisation : l’analyse fonctionnelle, clé de la réussite d’un projet !
- Three steps to contamination control when utilising single use equipment
- Comptage de particules automatisé dans les tunnels à air chaud
- Hydrogen Peroxide Sterilization and Isolator Connections through a Magnetic Driven Door For Innovative Lay-outs in Aseptic Processes
- Fast X-Ray Tomography Techniques : ready for new Pharmaceutical Applications ?
Optimisez et pérennisez vos investissements industriels
Le développement d’un site ou d’une entreprise s’accompagne toujours de projets d’investissements industriels : nouvelle ligne de fabrication, nouveau site de production voire même réaménagement ou réimplantation d’un site existant. Pour optimiser / pérenniser ces investissements et s’assurer d’en tirer tous les bénéfices au plus tôt, il est primordial de prendre en compte les concepts Lean dès le début du projet.

Les principaux concepts pris en compte sont : implantation, flux des matières, du personnel, documentaire, d’informations, l’équilibrage des postes de travail, la limitation des temps de changement de série, l’ergonomie au poste, la digitalisation à la conception, etc…
Concrètement, l’approche hautement personnalisable en fonction des besoins du client, s’appuie sur la méthodologie 3P (Préparation, Production, Process).
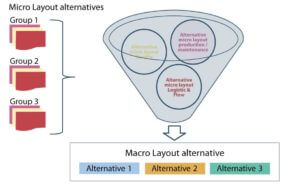
Cette méthodologie est constituée de 9 étapes et peut être visualisée en forme d’entonnoir (voir ci-contre). Pourquoi en forme d’entonnoir ? Tout simplement parce qu’elle permet de cibler la meilleure solution en avançant étape par étape dans les différentes alternatives du projet.
1. Contenu de chacune des 9 étapes
1.1 Préparation
Comprendre la situation actuelle (procédé ou implantation existant, enjeux, …)
1.2 Collecte des informations

Collecter les informations complémentaires nécessaires au bon déroulement du projet Lean Design (Cycle Time, Takt Time, Lead Time, matrice produit/process, …), directement sur le terrain pour être au plus proche des réalités.
1.3 Analyse des données
Analyser la situation existante avec l’appui d’outils Lean. Identifier et quantifier des potentiels exploitables par le projet d’investissement. Des analyses complémentaires et des focus spécifiques peuvent être réalisés en fonction des besoins du projet : analyse de rentabilité du transfert d’une activité, analyse de concept logistique, analyse de l’organisation humaine et impact de la future implantation…
1.4 Développement d’alternatives
En fonction de l’analyse réalisée, l’équipe projet développe différentes alternatives d’implantation et de fonctionnement (flux poussés versus flux tirés, stockage à plat, “milk run”, …). Dans le cadre d’usine ou d’unité complète, les plans détaillés des équipements sont réalisés avant l’implantation globale.
1.5 Critères d’évaluation
Définir et pondérer des critères d’évaluation des alternatives par l’équipe. Exemple de critères : surface utilisée, coût, flexibilité/évolutivité, HSE, temps de cycle, … Les critères d’évaluation sont dépendants des projets et des enjeux associés.

1.6 Évaluation des alternatives
Les différentes alternatives du projet sont évaluées par l’équipe suivant les critères définis précédemment. La situation actuelle est également évaluée. L’alternative retenue est celle bénéficiant de la meilleure évaluation.
1.7 Simulation et révision du nouveau procédé
Une simulation est réalisée pour valider / ajuster / finaliser les concepts d’implantation et d’organisation du poste de travail. Une maquette carton représentant la ligne est réalisée pour reproduire les différentes tâches et les flux en grandeur nature. Cette étape est aussi appelée “mock up” ou “cardboard engineering”.
1.8 Création des standards du nouveau procédé
La réalisation des premiers standards et la formalisation des choix peuvent être réalisées dès la fin des phases de simulation. Ils constitueront une base solide au démarrage de l’équipement et permettront de tendre vers le “Quick Start”.
1.9 Création du plan d’action détaillé pour la mise en œuvre
Créer un plan d’action des tâches à réaliser et l’intégrer au planning global du projet.
Une étape 10 est vivement conseillée en fin de chantier “Lean Design” : un repas ou une soirée d’équipe.
Elle permet de célébrer, valoriser le travail réalisé et souder l’équipe projet qui va réaliser la mise en œuvre du projet.
2. Quels risques je prends en n’intégrant pas les concepts Lean dès le début de mon Projet ?
En gestion de projet, les tentations de démarrer au plus vite l’étude et la construction du projet sont omniprésentes (coût/délais, pression de la hiérarchie, …). Il s’agit là de l’erreur la plus fréquemment commise.
Seul un projet bien défini, avec un cahier des charges et un carnet de route clairs, garantira la réussite de celui-ci. Le Lean Design s’intègre parfaitement dans cette démarche de clarification et de structuration du projet en forçant les équipes à se poser les bonnes questions et à définir en anticipation les bons principes.

2.1 Quel sont les principaux concepts ?
• L’optimisation des 4 types de flux (documentaire / personne / matière / information).
• La simulation (maquette) des taches opérationnelles.
• La transmission uniquement de pièces bonnes à l’étape suivante.
• L’auto qualité (la non-qualité est piégée sur le process qui crée le défaut).
• L’équilibrage et la flexibilisation des postes de travail.
• L’anticipation à la conception des changements d’outils (standardisation des fixations / modules interchangeables, etc.).
• L’anticipation à la conception d’un équipement “maintenance free”.
2.2 Mais que se passe-t-il si je n’applique pas ces concepts ?
• Une implantation non optimisée aura comme conséquence :
– Une superficie non optimisée (€€€).
– Des flux inadaptés engendrant des problématiques HSE et des pertes de productivité (€€€).
• Un investissement qui ne répond que partiellement à mon besoin (€€€ et perte potentielle de marché).
• Un manque de flexibilité dans l’acceptation de nouveaux produits / marchés.
• Des équipements dédiés sous utilisés.
• Une frustration des équipes opérationnelles convaincues que l’investissement a été réalisé en dépit de tout bon sens (implique une perte de confiance envers les services supports et la ligne de management).
Pour conclure cette parenthèse, l’approche Lean Design est un investissement rentable. Cela permet d’anticiper les pertes et gaspillages des nouveaux process, de sécuriser vos projets. Il ne doit absolument pas être considéré comme un coût et un délai supplémentaire sur un planning projet déjà trop chargé.
Les clés du succès sont les suivantes :
• Une prise en compte de l’approche Lean Design dès le début du projet,
• Une clarification du périmètre et des enjeux ,
• Une méthodologie structurante adaptée aux besoins spécifiques du client : les bons outils, au bon moment, pour les bons sujets,
• Les compétences pour utiliser les outils correctement,
• Un travail en équipe et beaucoup de bon sens,
• De la rigueur et de la méthode.
Pour conclure, le chantier “Lean Design” se positionne clairement en allier des Chefs de projets et Directeurs industriels soucieux de sécuriser leur projet et leur investissement sur le long terme.
3. Exemple de Lean Design
Nouvelle ligne de remplissage stérile

3.1 Situation initiale
Une nouvelle ligne sous isolateur doit être mise en place en remplacement d’une ancienne ligne.
• Optimiser l’implantation de la ligne pour améliorer la productivité de 25%.
• Simplifier les 4 flux (Documentaire / Personnel / Matière / Information).
3.2 Approche
Analyse suivant 5 “streams” :
• Flux
• Performance et flexibilité des moyens existants
• Ergonomie des postes de travail
• Equilibrage des charges d’opérateurs et des “line feeders”
• Ajustement de l’organisation des fonctions supports (Qualité /Maintenance/Logistique) en adéquation avec le rythme de production
Simulation avec une maquette carton et la présence du fournisseur d’équipement

3.3 Résultats
- Gain de 1 opérateur sur 3 = 33% de productivité avec le positionnement de la ligne en “C” versus “I” dans le projet initial
- Réduction de 40% des temps de changement de série en standardisant et rationalisant des outillages
- Surface de ligne réduite de 18%, ce qui a permis l’intégration de zone de communication et du management de proximité au plus près de la ligne.
4. Exemple de Lean Design :
Réimplantation d’un atelier de conditionnement

4.1 Situation initiale
Réorganisation d’un atelier de production Pharma Solide en :
• Rationalisation les 4 flux : flux des personnes/flux de matières/ flux d’information/flux documentaires (dossier de lot).
• Augmentation de la productivité sur la zone packaging.
• Coût de transfert < 15 Millions €.
(voir tableau 1)
4.2 Approche
Travail en 3 sous-groupes sur les sujets : Qualité/Production & Maintenance/Logistique & Flux
Pour proposer 3 Macro Alternatives d’implantation à évaluer.
4.3 Résultats
• Coût du projet 11,8 Millions € pour un budget à 15 millions €.
• Economie de 2 lignes de packaging par rapport à l’implantation actuelle (16% de productivité).
• Transfert prévu en 3,5 ans au lieu des 5 années prévues initialement.

Partager l’article


Florian LABE – LEAN PERFORMANCE
Florian LABE est actuellement un des piliers de la société Lean Performance. Fort de plus de 10 ans d’expérience dans des domaines du pneumatique et de la chimie, Florian s’est très vite spécialisé dans les projets de “Lean Design” dont le principal avantage est de permettre une optimisation et pérennisation des investissement industriels. Il a créé le module standard de support Lean Design pour la société. Il a animé plus d’une quinzaine de supports tant dans le cadre d’investissements de nouvelles lignes de production que dans la construction de nouvelles usines en intégrant dès la conception tous les concepts Lean nécessaires.

Stéphan TREUVEY – LEAN PERFORMANCE
Stéphan TREUVEY est actuellement Président de la société Lean Performance. Après plus de 17 ans dans l’industrie dans des fonctions qualité, production, méthode et de direction d’usine, Stéphan a décidé de faire partager son expérience industrielle et interculturelle à d’autres types d’activités dont le secteur pharmaceutique depuis 2011. Il a ainsi développé depuis plus de 10 ans, la société Lean performance avec une approche du conseil différente. Cette spécificité se matérialise par une utilisation systémique du “visuel” dans tout support ainsi qu’une approche basée sur le “bon sens” dans toute amélioration de processus.
s.treuvey@lean-performance.com
Lexique
Line feeder : opérateurs logistiques chargés d’approvisionner les lignes en fonction d’une séquence et d’un rythme défini. Cette séquence / rythme d’approvisionnement est également appelée “Milk Run”
Takt Time : Rythme de besoin du client – s’exprime toujours en unités à produire par unité de temps. (ex : boites par min.)
Quick Start ou Vertical Start Up : Approche méthodologique visant à obtenir une “montée en cadence” d’une nouvelle ligne la plus rapide (verticale) possible.
Bibliographie
“The LEAN 3P advantage” – by Allan R.Colleta
“The Lean Design Solution” – by Bart Huitwaite
